��Ʒϵ��
- ȫ�Զ��ִ���װ��
- �ִ�ȫ�Զ���װ��
- С��ȫ�Զ�װ����TAL-A50-2400
- �ִ�ȫ�Զ�װ����TAL-TN1000
- ɢ��ȫ�Զ�װ����TAL-AL-BM
- ����ȫ�Զ�װ����TAL-TK-60/120
- ��е��ȫ�Զ�װ����
- �����г�ϵͳ
- ��������ִ�
- ��ҵ�ڲ���������ϵͳ
- ��֯��ȫ�Զ���װ��
- �����ȫ�Զ���װ��
- ���ȫ�Զ���װ��
- ����ȫ�Զ���װ��
- ȫ�Զ����ڰ�װ��SW-ABF
- ȫ�Զ����ڰ�װ��
- ��λȫ�Զ�����SW-ASH-1200
- �������SW-ASRS
- ��������
- �ְ���DCS-1000-DN-T
- �ְ���DCS-1000-DG-W
- ȫ�Զ��ְ���
- �Զ��ϴ���
- ȫ�Զ���װ��SW-ABF-800
- ȫ�Զ���װ��SW-ABF-1200
- ˫����DCS-Z-D������װ��
- ������DCS-Z-S������װ��
- ����DCS-Z-W������װ��
- �������DCS-P-W������װ��
- ��ϸ�۰�װ��DCS-25F-CX-CC������װ��
- ϸ�۰�װ��DCS-25F-DF������װ��
- һ������װ��DCS-50F������װ��
- ���ϳ�DCS-P
- Ħ����������ϵͳ
ȫ�Զ��ִ���װ��
ȫ�Զ�װ����
�����г�ϵͳ ��������ִ�
ȫ�Զ�С����װ��
ȫ�Զ�����
����ְ���
ȫ�Զ��ϴ���װ��
�������ϰ�װ��
������ϰ�װ��
�������ϰ�װ��
���ϳ�
����ϵͳ

ȫ�Զ���װ��ʹ��˵����
SW-ABFȫ�Զ���װ��
ʹ��˵����
��ׯ��ά��������˾
Ŀ ¼
һ���豸˵��
1������
2�����ܺ��
������������
������װ��֪
�ġ�������ʹ��
�塢��������ԭ���ų�
�����������
һ���豸˵��
1������
SW-ABF-800ȫ�Զ���װ��ϵ�ҹ�˾�����з�������������һ�ָ�Ʒ�ʡ������ܵ�ȫ�Զ���װ������������Զ����ؼ������Զ��ϴ����Զ�װ�����Զ��۱߷������Ʒ���͵�һϵ�й��ܡ��������ø߾��ȸ߿ɿ��Ի�еϵͳ��PLC������ơ��Ƚ��Ĵ���ʽ�˻����桢ʹ�����IJ������Ӽ����ơ����豸�ɹ㷺Ӧ���ڸ�����ҵ���п��������塢��������ϵİ�װ��ʹ�ͻ��������Ч�ʣ������Ͷ�ǿ�ȣ����������ɱ��������豸��
2�����ܺ��
|
�� Դ |
����380V/50HZ |
�ܹ��� |
2.5KW |
|
��װ���� |
ֽ������֯����ͿĤ�� |
������Χ |
150-1000mL |
|
��װ�ٶ� |
200-1200��/Сʱ |
ʹ����ѹ |
0.8-0.8MPa |
|
��װ���� |
���������塢Ƭ״�������� |
������ |
1.6����/min |
|
�������� |
|
���γߴ� |
|
|
�ʺϰ�װ���� |
���������塢Ƭ״�������� |
||
�����������ü���������
1�����������
A���ɷ��϶�������װ�á����϶����߾��ȳ���װ�ù��ɵij���ϵͳ��
B��ȫ�Զ��ϴ����״���װ�����Զ��۱ߡ������Ʒ�������ϵͳ��
C���ɿɱ�̹�ҵ��������PLC��������������ص���Ԫ����ɵ��Զ�������ϵͳ��
D����������ϵͳ��
2��������
��װ�������û��ϲ�����ʰ����ͷ��϶��ֱ�������װ�ã������ϵͳ�ӵ�������ʼ��ָ�����װ�õ�����ִ��Ԫ��--�ֽ�������ϸ��������ͬʱ�������������ϻ���ͬʱ������������Ͱ����ʱ��Ͱ����Ӧ���ڹر�״̬��������ʼ������Ͱ�ڵ������ﵽԤ���趨�Ĵּ�ֵʱ���ֽ�������λ�����ϻ��ţ�I���رգ���ʱ���������ܴӸû��ŵ�С���м���������Ͱ�����������ﵽԤ���趨��ϸ��ֵʱ��ϸ��������λ�����ϻ��ţ�II���رգ����ϵͳ��ʾʵ�ʳ�������һ�γ������ڽ������Զ��ϴ����״����д���������װ������ס��ͬʱ����Ͱ���Ŵ�����������Ͼ����϶������װ���ڣ���Ԥ���趨��ʱ�䣬��Ͱ���Źرգ����ر�λ�Z��ȷ����һ�γ��������漴�Զ����У����ر�λ�Z����λ�����������ֹͣ��
������װ��֪
1��������Ӧˮƽ����ƽ��Ȳ�����2���ס���������Զ����Դ��
2������װ������Ӧʹ��ȫ֧���ϵ���˨����Ͱ֧�ܼ������ʵ���϶�Ա㲻Ӱ����أ����𱣻����á�
3�����������������κζ�����������ã���ܷ�����е�Թ��ء�
4�����ϵͳ����ӵ�a�������ӵ�С��4ŷķ��b���źŽӵ�С��1ŷķ��
�ġ�����
����ǰ���
1�������Χ����Ӱ�챾�����������ش��ڣ��б�Ҫ�����ų���
2����ͨ��Դ���أ�����Ƿ���϶��ֵ��
3�����ѹ������ѹ���Ƿ��ڡ�0.55Mpa��
4���մ�����Ƿ����롣
5���ϴ�ƽ̨�Ƿ������
����
�պϿ���ϵͳ����������ȿ��ƹ��ܵ�Դ�����������DZ��ϵ磬���������뻶ӭ���棺

��������롱�������л��棬��ͼ

���л�����ʾ�豸ʾ��ͼ��������ť������ָʾ�Ƽ���ر�����Ϣ�ȡ�
����ǰ����Ҫ���в������趨��ȷ��(����һ�����ɵ��Ի����������о�����) ��
�����Ļ���������á���ť,�������û���,��ͼ
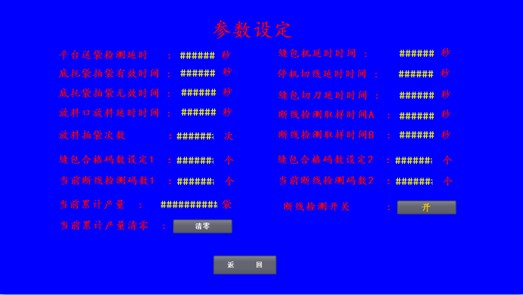
���������������:
1��ƽ̨�ʹ���ʱ����ָȱ��״̬�£������մ��ʹ���λ��ȷ��ʱ�䣬����������������ڷ�ֹ�źż��д�����û��λ����������������
2�����ϴ��Ĵ���Чʱ�����Чʱ����������Ĵ�Ƶ�ʣ������Ĵ������ڴ������϶�ʵ��
3�����Ͽڷ�����ʱʱ���Ƿ��Ϲ��̵���ʱʱ�䡣
4���Ĵ�����������Ҫ�趨���Ĵ����ڷ��Ϲ�������Ч��
5������ϸ������趨1���趨2���ڶ����ģʽΪ�����ж�ʱ��������״̬�·���һ����������¼����������ʵ���������ڴ�ֵʱ�ж�Ϊ���ߡ�
6����ǰ���������1������2����ʾ��ǰʵ�ʼ��IJ�����״̬�·���һ����������¼���������˲����������ã���Ϊ����ϸ������趨�ṩ�ο����ݡ�
7����ǰ�ۼƲ�����¼��ʾ��ǰ�����ۼ��������ɽ���ͨ�����㰴ť�������¼�¼��
8���������ʱʱ���Ƕ�������Ч����ʱʱ�䡣
9���������ʱ����ʱ��������ʱ����ʱ�䣬�˲����������߳��ȡ�
10������е���ʱʱ�����е�ִ��һ��������ʱ�䣬һ����Ϊ0.3�롣
11�������ȡ��ʱ��A��B�Ƕ����ģʽΪ���ʱ���ж�ģʽʱ��������������֮��ļ��ʱ�䣬����������������ת�ٶȲ�ͬ���������Ҳ��������
12�������ؽ����豸���Թ�����ʹ�á�
��������趨��ɻ�������ɷ������л��������һ��������
¼��ʱ�䣺2019/11/1 15:49:46 �������:9076